Stretch Form Capabilites
Linetec and Southern Stretch Forming will work together, striving to meet every need of our customer. However, there may be some cases when extrusions configuration is not suitable for curving/stretch forming. Below are some broad overview capabilities, if your needs are outside of these capabilities contact us directly at sales@linetec.com for assistance.
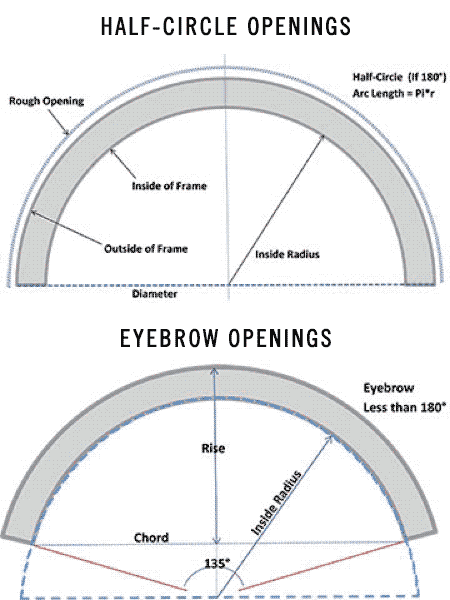
- Maximum arc length of 260 inches (larger lengths reviewed on individual basis
- Curved shapes up to 10 inches in width
- Full annealing and tempering
- Ability to manufacture and stretch form brake metal
- Custom die/tooling
- Thermal improvement services on curved metal, both thermal strut and poured thermal barriers