







HIGH PERFORMANCE.

ANODIZE QUALITY CONTROL
Linetec has a rigorous quality assurance program including associate visual checks, computer-automated system controls and monitoring, along with testing to assure quality meets or exceeds the AAMA 611 test requirements.
Rigorous, on-line quality assurance program conducted before leaving linetec.
All materials are checked by a Linetec QC Associate.

A rigorous, on-line quality assurance program is conducted before any material is allowed to leave Linetec. A Linetec QC associate visually checks the anodized aluminum for flaws and color variations, comparing the metal to a set of internal control samples. The control samples consist of two samples which represent the extremes of appearance to be expected on the finished components.
Computer-automated system controls and monitors through entire anodizing process.
For each load, rack tags are created from Linetec's order processing software.
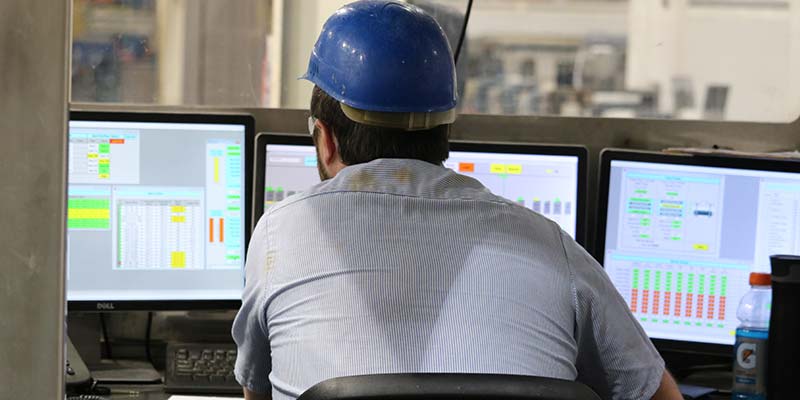
A computer-automated system controls and monitors product through the entire anodizing process. The system tracks all aspects of the process including tank sequencing, time, temperature, voltage, current, etc. The computer controlled hoist system ensures all material with the same job and process specification is moved through the same solutions for the same amount of time.
Testing and sampling to insure quality meets the AAMA611 test requirements.
The anodizer checks material and records are kept for 5 years or more.

The anodizer is responsible for providing adequate testing and sampling to insure the production quality meets the AAMA611 test requirements.
Laboratory testing includes checks for coating weight, seal quality, anodic coating thickness and several other criteria. Test records are kept on file, with the production date for a minimum of five years.
prints and exposures
Linetec defines an exposed surface (exposure) as the surface area indicated on a material shape that requires finish coverage. An exposed surface area, when assembled into doors, windows or other assemblies, is either viewable or in direct contact with environmental weathering.
When material is anodized, accurate exposed surfaces must be supplied even though the entire part is immersed in all the process tanks. Whenever possible, material is welded, clamped or racked on surfaces that are not exposed. Material is racked at an angle to help prevent gas-out onto exposed surfaces.
Square footage is calculated based on a parts total exterior perimeter. The square footage of a full load of anodize racked material is used to determine the time required in the anodize tanks to achieve a specific color. Inaccurate square footage can cause partial or complete job discoloration, which would require another production run and could decrease overall material thickness.
Calculation for an anodize exposure, per lineal foot, is calculated using the total perimeter of the shape. For non-extruded parts, all exterior surface dimensions are summed to determine the exterior perimeter.
Square footage is calculated by multiplying the exposure by the total lineal footage of the profile.
For hollow material, exposure and square footage calculations are based on the parts complete exterior surface. Interiors of hollow surfaces are not included in the exposure because the electrical current does not pass inside the hollow.

Up to date die drawings, with accurate marked exposures, is critical to a coating applicator.




AAMA Verified Component Licensee
American Architectural Manufacturers Association, a material-neutral organization, is the source of performance standards for the fenestration professionals of window, door, skylight, curtain wall and storefront manufacturing companies.
LEARN MORE
SPECIALTY FINISHES
As your Single Source Solution we offer custom options and specialty finishes such as Wood Grain Finishes, Copper Anodize, Spattercoat and textured Terra Cotta Coatings.
LEARN MORE
ENVIRONMENTAL COMMITMENT
Linetec has earned a long-standing reputation as a leader in environmentally-conscious practices and finishing options. For more than a decade, environmental responsibility has been written into our core values.
LEARN MORE
RESOURCE CENTER
Our technical experts at Linetec provide valuable industry education of high-performance architectural finishes to architects, engineers, specifiers and manufacturers.
LEARN MORE
Photo credits: Linetec

Architectural Paint
Architectural Paint Types
Color Charts
Request Samples
Request for Quote
PAINT SPECS & PROCESS
Linetec Paint Process
In-House Blending
Quality Control
Material Size Guidelines
AAMA Specifications
Warranty Information
Environmental Considerations
PAINT MAINENTANCE
ANODIZE FINISHING
Copper Anodize
Eco-Friendly Anodize
Anodize Color Samples
Request for Quote
Declare | Red List Free
ANODIZE SPECS & PROCESS
Anodize Process
Racking Methods
Quality Control
Material Size Guidelines
AAMA Specifications
Warranty Information
Environmental Considerations
ANODIZE MAINENTANCE
LINETEC SERVICES
Linetec Managed Inventory (LMI)
Stretch Forming
Linetec Trucking
Thermal Pour & Debridge
Thermal Strut
Brake Metal & Fabrication
Stock Flat Sheet & Extrusion
Packaging & Shipping
SPECIALTY FINISHES
Copper Anodize
Bordeaux Anodize
Wood Grain Finishes
Terra Cotta Coatings
Spattercoat
Request A Quote