linetec anodize racking Method
Racking for anodizing presents a unique challenge because of the amount and consistency of electrical current required.
Our standard racking method for lineal extrusions is rack welding which utilizes a tack weld to connect your products to be anodized to the electrical bussing. This system not only holds your product firmly in place, but also provides a continuous electrical contact that minimizes the electrical resistance between all parts being anodized. This type of racking system produces the most uniform anodizing and color consistency available while keeping all rack marks within one inch of the end of the extrusion.
Linetec also has the flexibility to bolt rack and clamp rack for handling prefabricated, cut-to-size, cast, formed or specialty parts. For more detailed information on Linetec’s racking methods visit our Racking Method web page.
Anodize process - application of Anodizing
CLEANING
The anodize process begins with the material being cleaned in a non-etching alkaline chemical cleaner
This process removes all shop dirt, water, soluble oils and other unwanted surface contaminates and impurities which may have accumulated on the material during handling or manufacturing.
RINSE
After cleaning, the material is rinsed and is then ready for etching.
ETCHING
Etching is an important step during the anodize process. It is designed to dissolve a thin layer on the surface of the aluminum to develop a smooth uniform finish.
Linetec changed its etch chemistry, from conventional caustic etch to a more eco-friendly acid etch process.
The eco-friendly acid etch bath contains fluorides that attack the surface of the aluminum creating a microscopically rough surface that helps to mask small defects, such as die lines, flow lines, minor corrosion and scratches, that may occur on the aluminum surface. Although neither conventional nor acid etch removes irregularities in the aluminum, acid etch does a better job of concealing them. This gives the material a better aesthetic finish on both primary aluminum and secondary (recycled) billet.
desmut
Material is then moved to deoxidzing and desmutting process, which further prepares the aluminum surface for subsequent finishing.
This step removes surface oxides, removes smut – which is a combination of intermetallics, metal and metal oxides remaining on the surface after cleaning and etching and it actives the surface for the electrochemical anodizing.
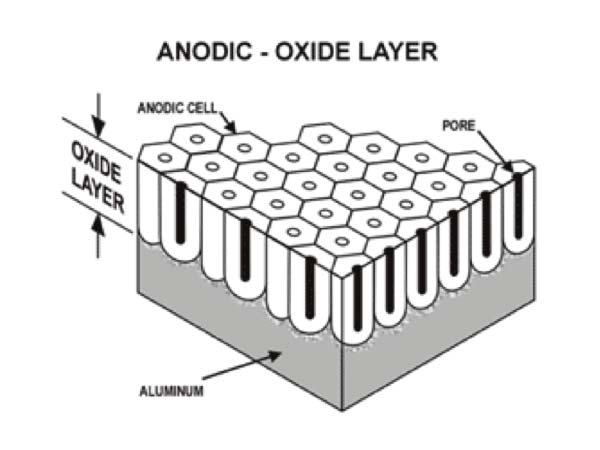
In the anodizing tank the electrochemical oxidation of an aluminum surface takes place to produce a stable film of oxide. In this process a porous, insulative layer composed of aluminum and oxygen is produced by passing electricity through the aluminum in a conductive medium.
The basic structure of an anodic coating is based on a series of hexagonal cells, each with a central pore and a thin barrier layer separating the electrolyte in the base of the pores from the underlying metal. Electrical current continues to run through the aluminum for about 25 minutes to generate a Class 1 coating.
The aluminum oxide coating is 15% porous, and there are 500 billion pores per square inch. These pores allow oxygen ions to get to the aluminum beneath the aluminum oxide to build more coating.
The coloring of an anodic film is designed to enhance the appearance of the material and widen the application for anodized aluminum.
In electrolytic coloring, or “2-step”, anodizing is followed by the electro-deposition of a metal. AC power is used to deposit tin metal. Deposition takes place at the bottom of the pore. The intensity of the color is dependent on the amount of tin deposited and the packing density.
After anodizing and coloring, the material is sealed in an elevated temperature hydrothermal seal and then given a final hot water rinse.
The sealing process hydrates the aluminum oxide in the pores, essentially swelling them shut. This last step is critical to ensure stain resistance and corrosion protection of the anodize coating; assuring that the high-quality anodized finishes will maintain its beauty and durability for many years.
The anodized aluminum is then rinsed and is moved to the unload station where quality is checked.